研削液は加工熱での変形を防止するために冷却するものでありますが、加工品質安定化と効率化の重要なファクターであります。弊社では、各研削機械ごとに5μm~30μmのペーパーフィルターを各用途ごとに装備しています。
さらに汚れた場合はバックフィルターを使って研削液洗浄をおこないます。


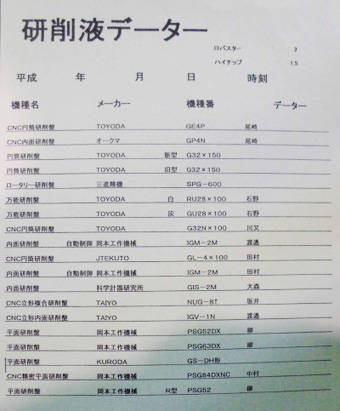
月に1度は、研削液の濃度データーも検査しています。研削盤と加工する素材によって使用する研削液も変えています。
(例1)
平面研削盤52DXは、アルミなどを研削することが多いためロバスター⇒ジュラファイトSMC1017に変更
(例2)
立型複合研削盤と立型内面研削盤は泡立ちが多いためロバスター⇒ハイチップに変更
研削液と錆びについて
- 研削後に品物を放置して1日で錆びがでる。
- 水置換性防錆剤を使用しても錆びがでる。
- 研削盤もよく錆びる。
(テスト-1)
平成23年8月30日PM5:00より
研削液ロバスター使用(糖度計による測定値2.0(濃度3%))にテストピースS45C材とFC材をいれる。
9月1日AM9:15(錆びナシ)
↓
↓
平成23年12月5日AM8:45(テスト終了)
テストピース共に(錆びナシ)
●S45C材
●FC材
$濃度3%のロバスター研削液に3カ月間液につけっぱなしの場合は錆びが全く出なかった。ちなみに同じ材質のテストピースを工場内の机の上に放置した場合は、3日目で錆びが出た。
研削液の中に品物を入れて保管すれば錆びは出にくい。
今後は、さらに濃度5%など色々とバリエーションを変えテストする予定です。